
 0270-63-1688
0270-63-1688
板金加工品
【板金加工品】クマクラ工業株式会社 様
SUS0.5tパンチング材加工 ロールベンダー曲げ加工&溶接での円筒形状品の製作
-
材質
SUS304材0.5t パンチングメタル材
-
寸法
267φ×H308mm
-
技術
抜き加工 ロールベンダー曲げ加工 溶接
-
納期 金額
数量1ケ 2週間 19000円(材料費+加工費)
簡易説明
岐阜県の空気輸送設備やなどを手掛けているメーカー会社様より設備に使用するパンチング材を使用した円筒形状の製品を製作したいとのご依頼をいただきました。
手書き図面を元に打ち合わせを行い、加工図面の作成から抜き加工_曲げ加工_溶接加工_完成までと一貫生産での製作になりました。
【納期・金額・加工方法などは下記より】
詳細説明
「円筒形状は曲げ加工だけでは完成しない?」完成させるために必要な工程とは?
岐阜県のお客様よりパンチング材を使用した円筒形状加工依頼の経緯
岐阜県可児郡のクマクラ工業株式会社様より
「HPを拝見したところ御社で円筒加工ができると見かけたんだけど」
というお電話を社長様よりいただき、FAXにて手書き図面をいただき形からスタートいたしました。
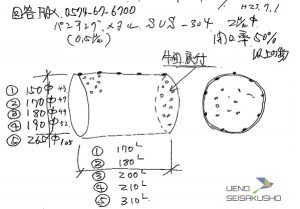
【手書き図面】
手書き図面を参考に板金加工用の加工図面を弊社にて作成し、加工方法や
パンチング材の開口率などを打ち合わせし材料手配と実際の加工を行い配送手配を行い納入いたしました。
群馬県と岐阜県と距離もあり現在のようなリモート環境も整っておりませんでしたので、
お電話やFAXでのやり取りが多くなりましたが加工完成し納入いたしました。
なぜ、円筒形状の加工に溶接加工まで必要になったのか?
今回製作する形状が円筒形状ということで、ロールベンダーで曲げ加工を行えば円筒形状になり完成すると思われがちですが
曲げだけでは円筒形状にならず突合せ部が開いたような状態になってしまいます。
「なぜ加圧して曲げても開いてしまうのか?」
今回のロールベンダーに限らず板金加工において曲げ加工を行う際に
必ずと言っていいほど「スプリングバック」という現象が発生します。
スプリングバックとは
スプリングバックとは、曲げ角度が曲げ加工を行う金型であるベンダー金型に
比べて大きくなってしまう現象のことです。
90°の曲げだから90°に設定しても実際には90°以上の鈍角になってしまうのです。
どうしてそうなるのか。
金属にはもともと弾力性と塑性力という2つの性質があります
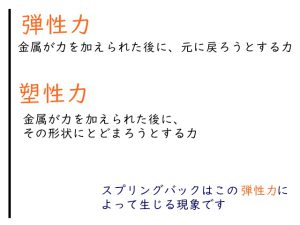
つまり、金属に加圧した90°の曲げ加工を行った際には
金属の弾性力によってわずかに戻ってしまうため92-93°程度に
開いて角度が大きくなってしまうのです。
*
スプリングバックの対策としては
◆加圧力を調整してしっかり90°が出るよう前もって88°程度に曲げを行う
◆材料の弾性力を溶接で固定することで材料の開きを抑える
ことで対策ができるため、今回のような円筒形状の加工においては
ロールベンダーでの曲げ加工にて完成でなく
材料の弾性を抑えるため溶接加工を必須の工程として含めています。
*
加工工程内容:
1:板金加工データ作成
2:レーザー加工による抜き(ブランク加工)
3:ロールベンダーによるR曲げ加工
4:溶接加工
5:完成
板金加工図を作成し円筒形状を製作し完成へ
打ち合わせを元に、弊社にて板金加工図面を作成いたしました。
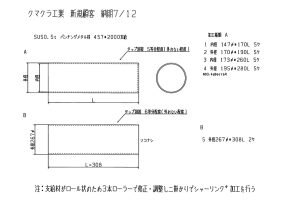
【板金加工図】
今回の製品においては円筒の底面があるため、
その円周に合わせて溶接することでキレイな円を保つことができました。
ただしパンチング材どうしの溶接のため溶接代が少なく
強固な溶接加工ができず使用方法によっては製品として
不採用な部分があることは否めません。

【パンチング材ロールベンダーイメージ図】

【溶接加工イメージ】
もう少し強度を保った溶接を行いたいという場合には
スポット溶接での加工を提案しています。
別部品を作成しパンチングメタル材と合わせて
スポット溶接を行うことでTIG溶接による溶接よりも
大きな強度を作ることが可能です。

【スポット溶接全体イメージ】

【スポット溶接底面図】
特殊なL金具を作成しパンチングメタル材をスポット溶接することで
底面と側面同時に溶接補強することが可能です。

【スポット溶接合わせ部分】
突合せ部の内側に板材を用意しパンチングメタル材を
合わせてスポット溶接することで溶接熱による歪みを低減させながら
溶接可能です。
まとめ:円筒形状加工の手配に必要な設備・技術とは。
今回のような円筒形状の加工においてはR曲げではスプリングバックによって
突合せ部分が開いてしまうということがわかりました。
スプリングバックを抑えながら溶接加工まで行うことによって、
キレイな円形状の製作が可能でありTIG溶接やスポット溶接などの
設備の有無の確認が必要になります。
また円筒形状のような加工に必須な設備である「ロールベンダー」の
保有の確認も必要になります。ロールベンダーの設備を持っていない板金加工加工会社も
多いため設備の有無の確認も必要になってきます。
ロールベンダーを保有していない加工会社では
通常のベンダー加工機を使用して疑似的な円形状を作成するなど
間に合わせの加工にどうしてもなってしまいます。
つまり円筒形状の製品を手配する上で知っておいて欲しいポイントは
・曲げ加工ではスプリングバックが生じるため、抑えるための溶接加工が必要
・ロールベンダーという専用機器のほうがキレイな円形状の製作が可能
・間に合わせで既存の設備を使うと円形状はキレイにはならない
ということになります。
さらに材料についても今回のようにパンチングメタル材を在庫所有していたり、
簡単に手配が可能なのかといった加工に関すること以外にも打ち合わせや確認が必要になり
普段の手配以上に時間と労力が必要になってしまいます。
大きさや形状により判断は必要ですが、オリジナルでパンチング材を製作することも可能です。
(参考:https://ueno-ss.com/case/case_sheetmetal003/)
「加工実績のある会社に手配するのが、コスト重視よりも最短の道筋ではないか。」
上野製作所ではそのように考えています。
今回のような材料・設備・加工方法など実績を元にしたご提案が上野製作所では可能です。
円筒形状の加工に関するお悩みを抱えている場合には是非一度ご相談いただければと思います。
◆
「ロールベンダーを使用した円筒形状の加工を検討している。」
「他の加工事例もあると言ったがどういったものか知りたい。」
などご希望の方は【お問い合わせ】よりご連絡ください。

◆


Contact
お問い合わせ
私たちは製品加工だけでなく、お客様の「困った」悩み丸ごと解決します!
 0270-63-1688
0270-63-1688お問い合わせフォームはこちら
